



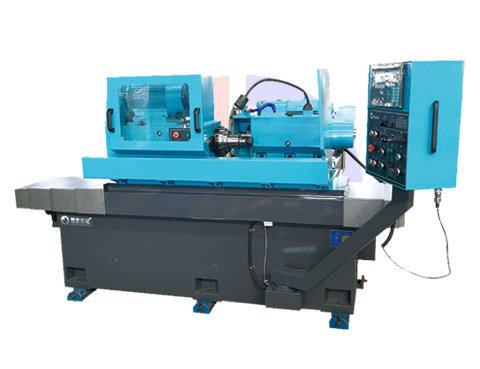
主要用于高速线材生产用的碳化钨硬质合金辊环、复合辊、高速钢轧辊的外圆和R孔型槽作粗磨、半精磨、精磨及无火花磨削等磨削加工。采用成型的金刚石砂轮磨削硬质合金辊环的孔型、外圆,同时数控控制可实现数控插补加工磨削孔型的孔口R弧圆角。
程控式机床采用PLC程控器,分别控制砂轮架进刀和工作台移动,砂轮架和工作台的位置通过光栅数显动态显示 ,在设定好磨削要求后,程序可以自动完成辊面外圆及各孔型槽的磨削。
数控式机床采用西门子数控系统,分别控制砂轮架进刀和工作台移动,砂轮架和工作台的位置通过电机编码器的准确反馈 ,在编制好磨削程序后后,程序可以自动完成辊面外圆及各孔型槽的磨削。
机床头架主轴上安装涨紧芯轴。将辊环套装到涨紧芯轴上,手动拧紧涨紧芯轴端部的锁紧螺钉,即可完成待加工辊环在机床芯轴上的自定心安装、紧固。
砂轮主轴采用高精度滚动轴承,并用独立的箱体全密封的油池润滑冷却,且安装主轴温度检测装置,实时显示主轴温度变化,系统全过程的监控温度反馈。保证了主轴在使用寿命。也保证主轴旋转精度高,刚性大,轴承使用寿命长等优良性能。
工作台及砂轮架运动导轨均采用高精度重载型直线滚动导轨支撑,经精密预紧的滚动导轨副的动静摩擦系数小,灵敏度高,运行平稳可靠。寿命长,维护简单等特点。砂轮架和工作台均采用伺服电机,经直连高精度无隙滚珠丝杆副驱动,故传动精度高,反向无间隙,它们的运动可以经程序控制自动完成,也可用电子手轮DRF功能实时调整工作状态。
本机床冷却液的净化采用纸带过滤机,过滤效果好,既保证了冷却液的清洁度,又大幅度提高了磨削效果。

技术参数:
|
型号 |
工件材质 |
可加工工件直径 |
长度 |
适合砂轮最大宽度 |
切削方式 |
磨头功率 |
砂轮直径 |
砂轮线速度 |
|
M8432A |
碳化钨辊环 |
Φ50~Φ320mm |
250mm |
45mm |
成型磨 |
18.5KW |
Φ250mm |
25m/min |
|
MK8432 |
碳化钨辊环 |
Φ50~Φ320mm |
250mm |
45mm |
程序磨、成型磨 |
18.5KW |
Φ250mm |
25m/min |
|
型号 |
切削速度 |
精度 |
装配方式 |
导轨形式 |
机床外形尺寸 |
重量 |
控制系统 |
|
M8432A |
0~500mm/min |
0.001mm |
自动涨紧芯轴 |
线轨 |
3200×2150×2050mm |
4.8T |
程控器控制 |
|
MK8432 |
0~500mm/min |
0.001mm |
自动涨紧芯轴 |
线轨 |
3200×2150×2050mm |
4.8T |
西门子系统 |
地址:江苏省南通市港闸区八一工业园兴和路3号
电话:+86-513-85636116
传真:+86-513-85569518
E-mail:nantongjingyu##*#163.com
网址:www.rosenapp.com
